
关于武汉现代精工机械股份有限公司
1中空板生产线/PVDF光伏膜生产线/透气膜生产线
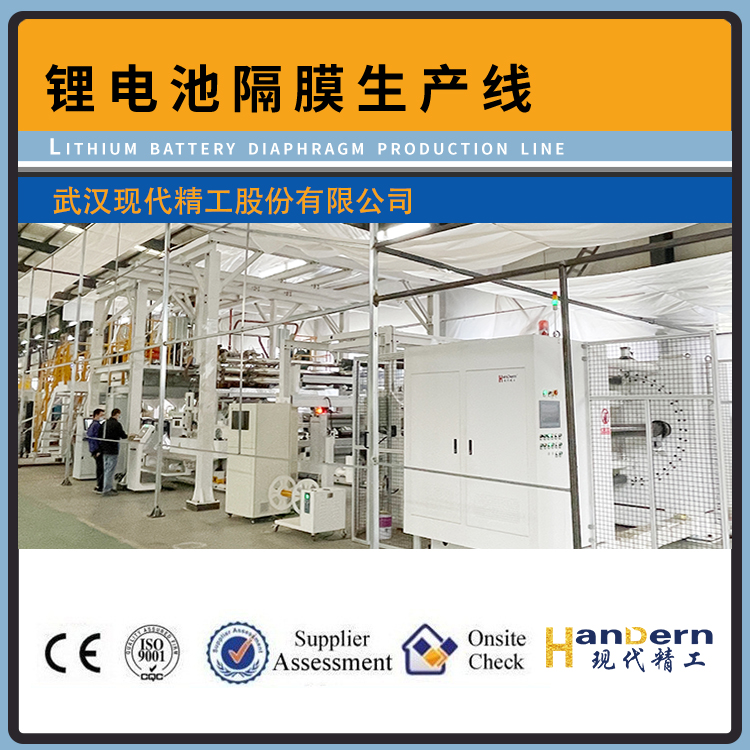
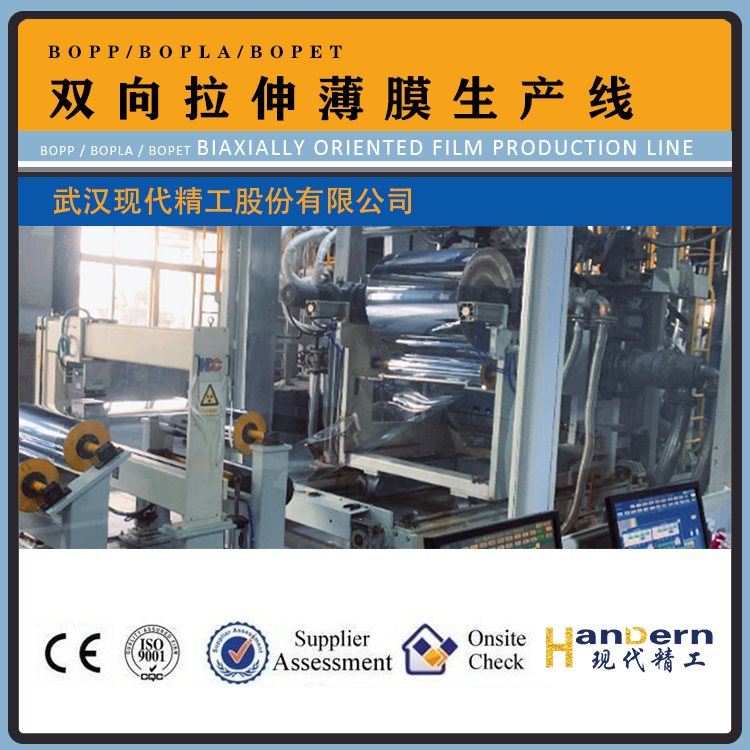
武汉现代精工机械股份有限公司,是一家在锂电池隔膜、中空塑料板材、高端精细膜和化学纤维材料等产品成套塑料挤出技术装备的研发、设计与精工制造商,公司主营塑料挤出方向的高端智能装备,以研发为主导实现国产替代,是全国近百家新材料行业科研院所、大中型企业、国企、上市公司等长期合作伙伴。荣获省级、国家级“专精特新”小巨人企业、国家高新技术企业等荣誉称号。公司连续多年通过质量管理体系认证、获得多项科技创新奖等。客户遍布全球二十多个国家和地区。






")
















